旋轉壓片機的工作流程是怎樣的?
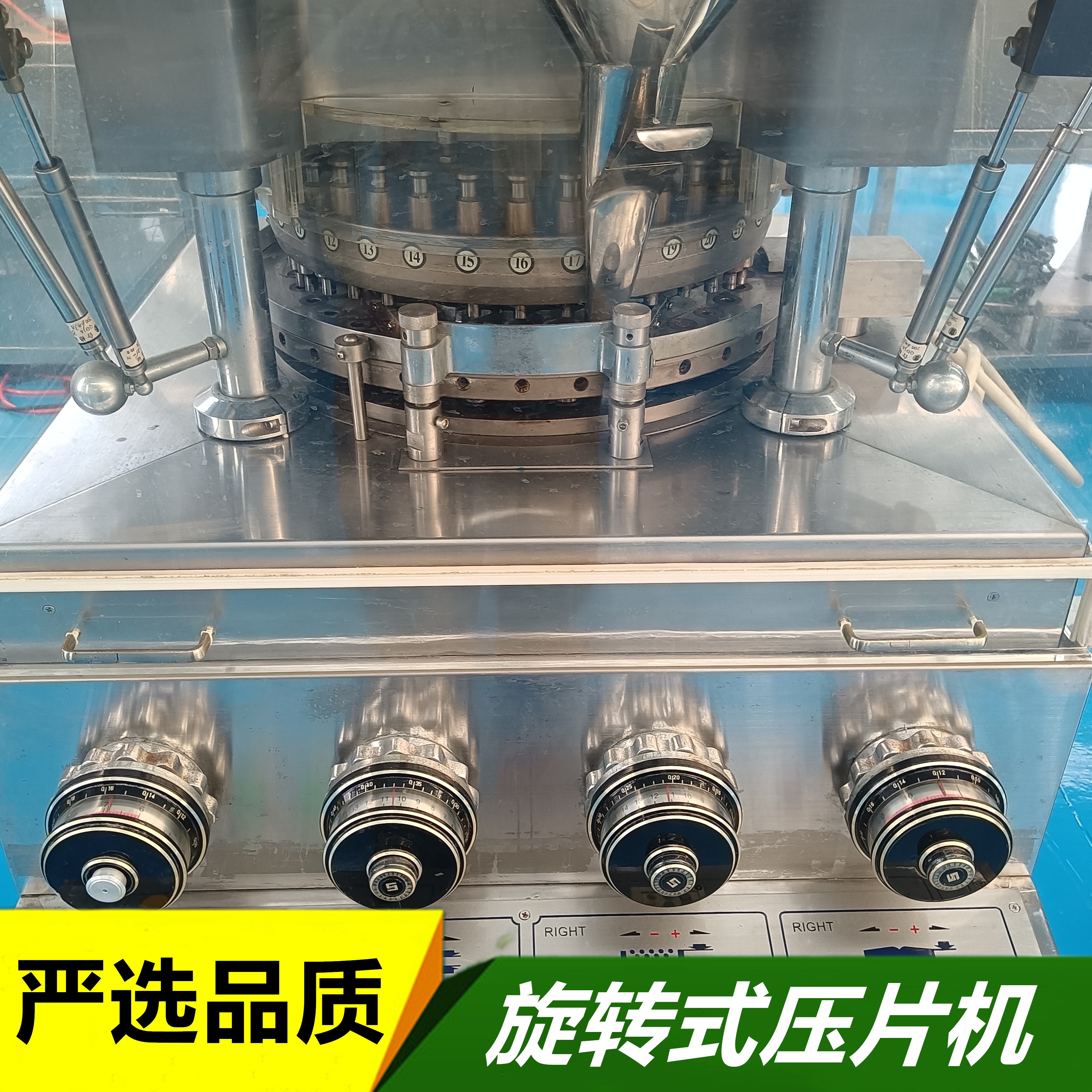
旋轉壓片機的核心優(yōu)勢在于“連續(xù)化、自動化壓片",其工作流程圍繞轉盤的旋轉運動展開,通過多套沖模(上沖、下沖)與配套機構的協(xié)同作業(yè),完成從粉末/顆粒物料到成型片劑的全流程,具體可分為以下6個關鍵步驟,各環(huán)節(jié)銜接流暢且同步進行:
一、開機前準備(流程前置,保障穩(wěn)定運行)
正式運行前需完成基礎調試:首先根據(jù)片劑規(guī)格(直徑、厚度、重量)更換適配的沖模(上沖、下沖、模圈),并校準沖模安裝精度;隨后通過觸摸屏設定核心參數(shù),包括轉盤轉速、壓片壓力(預壓+主壓)、進料速率等;最后檢查設備密封性、潤滑情況及安全防護裝置(如防護門聯(lián)鎖),確認無誤后啟動設備預熱,確保各部件運行順暢。
二、物料進料(勻速供料,保障填充均勻)
將預處理好的粉末或顆粒物料倒入設備頂部的料斗,啟動自動進料系統(tǒng)。料斗下方連接的進料器(多為螺旋式或振動式)會根據(jù)設定速率,將物料勻速輸送至轉盤上的模圈內。部分機型配備“變頻進料+料位監(jiān)測"功能,當模圈附近物料不足時,進料器會自動提速補料,避免因供料不均導致片重偏差。
三、物料填充與刮平(精準控量,奠定片重基礎)
隨著轉盤順時針旋轉,裝有沖模的模孔依次經(jīng)過進料區(qū)。此時下沖會在凸輪機構的帶動下向下移動,模圈內形成一定容積的“料腔",物料自然填充進腔體內。當模孔離開進料區(qū)后,上方的刮料板會將模圈表面多余的物料刮平,確保每個模孔內的物料量一致——這一步直接決定片劑的初始重量,填充量可通過調節(jié)下沖的下降高度精準控制。
四、預壓排氣(減少缺陷,提升片劑穩(wěn)定性)
填充好物料的模孔繼續(xù)隨轉盤旋轉至預壓區(qū),上沖和下沖會在預壓凸輪的作用下輕輕加壓。這一步的核心目的是排出物料顆粒間的空氣,避免壓片時因空氣殘留導致片劑出現(xiàn)松片、裂片、氣泡等缺陷。預壓壓力通常為最終壓片壓力的10%-30%,可根據(jù)物料特性(如流動性、孔隙率)靈活調整。
五、主壓成型(核心環(huán)節(jié),決定片劑硬度與密度)
經(jīng)過預壓的模孔進入主壓區(qū),這是壓片成型的關鍵步驟。此時上沖和下沖會在主壓凸輪的驅動下,以設定的壓力(通常幾噸至幾十噸)對物料進行強力擠壓,物料顆粒在壓力作用下緊密結合,形成具有固定形狀和硬度的片劑。主壓壓力可通過設備液壓系統(tǒng)精準調節(jié),壓力越大,片劑硬度越高,需根據(jù)產(chǎn)品要求匹配(如普通藥片硬度約3-5kg,咀嚼片硬度約1-2kg)。
六、出片與收集(完成流程,保障成品完整性)
壓片成型后,轉盤繼續(xù)旋轉至出片區(qū)。下沖在出片凸輪的帶動下向上移動,將模孔內的成型片劑頂出至模圈表面。隨后,轉盤邊緣的刮片板會將頂出的片劑輕輕刮下,通過出料滑槽輸送至成品收集桶或后續(xù)檢測設備(如片重檢測儀、金屬檢測儀)。部分機型還會在出片后同步完成模孔清潔,避免物料殘留影響下一輪壓片。
如果初次使用旋轉壓片機噪音很大怎么辦?