無菌醫療器械包裝是保障產品無菌狀態的最后一道屏障,其完整性直接關系到患者安全。ISO 11607作為全球終末滅菌醫療器械包裝的基準標準,已被廣泛應用于全球醫療器械的監管與認證體系,是產品獲得CE、FDA及NMPA注冊的重要技術依據。該標準構建了從材料設計到過程驗證的完整框架,明確規定了無菌屏障系統(Sterile Barrier System, SBS)必須滿足的性能要求以及包裝過程必須執行的驗證程序。
在ISO 11607-1附錄B所列舉的無菌屏障系統完整性檢測方法中,正壓氣泡法以其直觀、成本可控、結果可視化的特點,成為粗大泄漏檢測的常用技術手段。本文將從ISO 11607標準體系出發,系統解析氣泡法在無菌屏障系統完整性驗證中的戰略定位,為醫療器械生產企業提供從框架理解到執行落地的完整參考。
ISO 11607由兩個核心部分組成,共同構建了從設計要求到過程驗證的完整框架。
1.1 ISO 11607-1:無菌屏障系統的性能要求
ISO 11607-1《終末滅菌醫療器械的包裝 第1部分:材料、無菌屏障系統和包裝系統的要求》由ISO/TC 198協會編制,于2019年2月發布,并在2023年9月修訂完成,增加了醫用包裝風險管理評估的內容。
該部分定義了無菌屏障系統“合格的標準”,即強度、完整性、微生物屏障、貨架期穩定性以及滅菌后無菌開啟性能五大維度。該標準明確了包裝材料和預成型無菌屏障系統的性能要求,適用于工業、健康護理設備以及任何置放于無菌屏障系統和無菌的醫療設備。無菌屏障系統被定義為防止微生物到達無菌醫療器械的最小包裝單元——它可能是一個Tyvek®袋、一個托盤密封包裝或其他形式的無菌屏障組合。
1.2 ISO 11607-2:成型、密封和裝配過程的驗證要求
ISO 11607-2《終末滅菌醫療器械的包裝 第2部分:成型、密封和裝配過程的驗證要求》聚焦于包裝過程驗證,要求企業必須對所有與包裝相關的關鍵過程進行驗證,至少包括安裝確認(IQ)、操作確認(OQ)和性能確認(PQ) 三個環節。
2023年9月,ISO發布了針對第2部分的修正案(Amd 1:2023),主題為“風險管理的應用”。該修正案將風險管理擴展應用到包裝成型、密封和裝配的全過程,要求企業在包裝驗證中系統性地納入風險評估,識別與包裝過程相關的潛在失效模式,并采取相應的控制措施。這一變化標志著ISO 11607標準體系正在從單純的“符合性驗證”向“風險驅動的驗證”演進。
ISO 11607-1和ISO 11607-2共同構成了完整的驗證鏈條:Part 1定義“要求”,Part 2證明“能持續滿足要求” 。在企業質量體系中,這兩部分必須同時滿足,不可偏廢。
2.1 附錄B的定位
ISO 11607-1通過附錄B明確了可參考的標準化測試方法,其中氣泡測試被列為無菌屏障系統完整性的可接受檢測方法之一。附錄B的作用在于為企業提供了一套經過驗證的、檢測方法選項,幫助企業證明其無菌屏障系統符合ISO 11607-1的性能要求。
在典型的包裝測試方案中,密封強度測試、染料穿透或氣泡泄漏(完整性)、爆破、剝離和拉伸測試,以及老化與運輸模擬測試,共同構成了完整的包裝驗證體系。
2.2 氣泡法的功能定位與適用場景
在ISO 11607-1的五大性能維度中,氣泡法主要服務于“完整性”這一核心維度。完整性檢測旨在確認無菌屏障系統不存在可能讓微生物侵入的缺陷。
氣泡法的功能定位可概括為:快速、定性的粗大泄漏篩查工具。具體而言:
靈敏度指標:依據YY/T 0681.5-2010,氣泡法對250μm以上孔徑的檢出概率為81%
適用包裝類型:托盤包裝和組合袋包裝
材料適用范圍:紡粘聚烯烴或非透氣包裝已評價靈敏度;對透氣性包裝未評價靈敏度
試驗性質:破壞性試驗
2.3 氣泡法與微生物屏障測試的功能互補
在ISO 11607-1的完整性評價體系中,氣泡法與微生物屏障測試形成功能互補。氣泡法是一種物理完整性檢測方法,通過觀察水下氣泡來定位包裝上的泄漏點,操作直觀、結果即時可見。微生物屏障測試(如DIN 58953-6)則直接驗證包裝抵抗微生物穿透的能力。
兩者的核心差異在于:
檢測維度不同:氣泡法檢測物理通道(≥250μm),微生物屏障測試驗證阻菌能力
靈敏度覆蓋范圍不同:氣泡法針對粗大泄漏,微生物屏障測試可覆蓋更廣泛的缺陷尺寸
適用場景不同:氣泡法適合日常質量控制抽檢,微生物屏障測試更適合包裝材料篩選和驗證階段
在實際應用中,兩種方法應組合使用:氣泡法用于快速篩查粗大泄漏,微生物屏障測試用于驗證包裝在微生物層面的阻隔性能。兩者共同構成了從物理完整性到微生物防護的完整評價鏈條。
3.1 三份標準形成的完整技術鏈條
在無菌醫療器械包裝驗證體系中,ISO 11607、YY/T 0681.5與ASTM F2096三份標準形成了從框架到執行的完整技術鏈條。這一鏈條的邏輯是:ISO 11607定義“無菌屏障系統需要滿足什么要求”,YY/T 0681.5和ASTM F2096則提供“如何具體檢測”的技術方法。
YY/T 0681.5-2010是中國醫藥行業標準,適用于托盤和組合袋包裝,對250μm以上孔徑的檢出概率為81%。在技術內容上,ASTM F2096與我國的YY/T 0681.5高度等效,其靈敏度同樣為250μm(0.010英寸),檢出概率為81%,同樣適用于托盤和袋包裝。ASTM F2096根據包裝材料類型規定了兩種方法:方法A適用于非透氣性包裝,方法B適用于多孔材料(透氣性包裝)。
3.2 氣泡法測試的判定準則
ASTM F2096對氣泡法的接受準則給出了明確定義:沒有連續的氣泡流——因為連續氣泡流是特定區域失效(如通道)的指示。這一判定準則與YY/T 0681.5一致:連續穩定的氣泡流判定為存在粗大泄漏,孤立氣泡不屬于泄漏。
在應用中的協同關系體現為:在產品設計階段,依據ISO 11607-1選擇包裝材料并定義無菌屏障系統的性能要求;在工藝驗證階段,依據ISO 11607-2進行IQ/OQ/PQ驗證,使用氣泡法作為密封完整性的檢測手段;在常規質量控制中,依據YY/T 0681.5或ASTM F2096執行氣泡法檢測,確保每批產品的包裝完整性符合標準要求;在注冊申報中,同時引用框架標準(ISO 11607)和方法標準(YY/T 0681.5或ASTM F2096),形成完整的合規證據鏈。
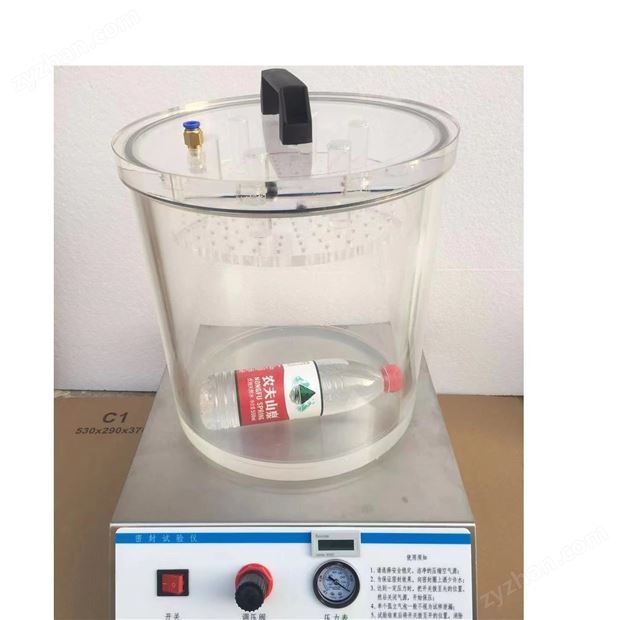
氣泡法泄漏測定儀正是依據ISO 11607框架下的YY/T 0681.5和ASTM F2096標準設計,采用PLC工業控制系統,配備7英寸HMI人機界面觸摸屏,測試誤差≤±1%。該設備可幫助醫療器械生產企業精確執行氣泡法檢測,為ISO 11607符合性提供可靠的檢測數據支撐。
4.1 過程驗證的三階段(IQ/OQ/PQ)
依據ISO 11607-2的要求,包裝成型、密封和裝配過程的驗證必須包含三個標準階段:
安裝確認(IQ) :驗證檢測設備是否已正確安裝,壓力控制系統、氣源接口和密封接口是否符合標準要求,驗證氣泡法檢測設備的基本功能。
操作確認(OQ) :通過氣泡法確定密封工藝的參數窗口和“最差情況”。標準明確規定“對各包裝材料和規格確定適當的試驗壓力是得到可重復結果的關鍵”——這一要求與氣泡法檢測的靈敏度密切相關。
性能確認(PQ) :在正常生產條件下使用氣泡法進行批量抽檢,證明包裝工藝持續受控,建立常規檢測的抽樣方案和判定標準。
ISO 11607-2要求驗證過程需要詳細記錄,包括設定參數、測試結果、維護校準記錄等,確保具有可追溯性和可重復性。
4.2 2023年修正案對氣泡法檢測體系的影響
2023年修正案的核心變化是“風險管理的應用”。這一變化對氣泡法檢測體系提出了新的要求:
企業需識別與氣泡法檢測相關的潛在風險(如壓力控制不當導致誤判、透氣性包裝背景氣泡干擾等),并制定相應的控制措施
檢測方法本身的靈敏度限制(對250μm以上孔徑的檢出概率為81%)應納入風險評估
檢測頻率、抽樣方案和判定準則的制定應以風險分析為基礎
4.3 檢測體系的可追溯性要求
ISO 11607-2對驗證過程可追溯性的嚴格要求,對氣泡法檢測的記錄管理提出了以下具體要求:
參數記錄:試驗壓力、浸沒深度、觀察時間等關鍵參數必須完整記錄
設備信息:檢測設備的校準狀態、型號和序列號應可追溯
人員信息:操作人員應經過培訓并具備相應資質
樣品信息:檢測樣品的批次、包裝類型和材料信息應可追溯
對照樣品驗證記錄:對照樣品的制備方法、測試結果和有效性判定應完整記錄
5.1 與其他完整性檢測方法的協同應用
在ISO 11607的框架下,無菌屏障系統的完整性驗證需要多種方法的協同應用。
NMPA注冊申報資料中關于包裝完整性測試項目包括:染色液穿透法測定透氣包裝的密封泄漏試驗、目力測試和氣泡法測定軟性包裝泄漏試驗等;包裝強度測試項目包括軟性屏障材料密封強度試驗、無約束包裝抗內壓破壞試驗和模擬運輸試驗等。
各方法的適用場景如下:
氣泡法:快速、定性的粗大泄漏篩查,適用于托盤包裝和組合袋包裝,對包裝尺寸限制小
染料穿透法:檢測透明膜與透氣材料之間密封處的微小泄漏通道
真空衰減法:適用于含有頂空氣體的柔性包裝
微生物挑戰法:直接驗證微生物屏障性能,適合包裝材料篩選階段
5.2 氣泡法在常規質量控制中的價值
氣泡法在生產過程控制和成品放行中具有獨特的應用價值。由于操作直觀、設備成本可控、結果可視化,氣泡法適合作為生產線上批次抽檢的常規檢測手段,尤其適用于尺寸過大或過小、因尺寸多變而不規則、難以用其他方法評估的包裝類型。
5.3 方法選擇的策略建議
ISO 11607要求檢測方法本身應經過驗證。企業在選擇完整性檢測方法時,應基于以下原則做出決策:
根據包裝類型選擇:非透氣性包裝可直接使用氣泡法方法A;透氣性包裝需使用方法B(施加阻隔劑)
根據檢測目的選擇:快速篩查粗大泄漏優先考慮氣泡法;精確定位微小泄漏考慮染料穿透法
根據檢測階段選擇:研發驗證階段多方法組合;常規質量控制氣泡法+強度測試
根據法規要求選擇:出口歐洲或美國,應引用ASTM F2096;國內注冊,優先引用YY/T 0681.5
問1:ISO 11607中是否強制規定必須使用氣泡法進行完整性檢測?
答:ISO 11607并未強制規定必須使用氣泡法。ISO 11607-1附錄B將氣泡測試列為無菌屏障系統完整性的可接受檢測方法之一,但企業可根據包裝特性、產品風險和法規要求,選擇適當的完整性檢測方法組合。氣泡法的主要優勢在于操作直觀、成本可控、結果可視化,尤其適用于尺寸較大或形狀不規則的包裝。然而,對于微泄漏檢測或對包裝尺寸有特殊要求的產品,可能需要結合其他方法(如染料穿透法、真空衰減法)進行綜合評估。
問2:ISO 11607-1附錄B中氣泡法的靈敏度是多少?適用于哪些包裝類型?
答:ISO 11607-1附錄B引用的氣泡法靈敏度指標源自YY/T 0681.5和ASTM F2096標準,對250μm以上孔徑的檢出概率為81%。該試驗方法適用于托盤和組合袋包裝,只對紡粘聚烯烴或非透氣包裝評價了靈敏度,對其他帶有透氣性材料的包裝未評價其靈敏度。企業在將氣泡法應用于透氣性包裝時,應理解這一限制,并嚴格按照YY/T 0681.5方法B的要求執行(施加阻隔劑、浸沒后至少等待5秒)。
問3:ISO 11607-2 2023年修正案對氣泡法檢測提出了哪些新要求?
答:2023年修正案的主題是“風險管理的應用”,要求企業將風險管理應用到包裝成型、密封和裝配的全過程中。對氣泡法檢測而言,這意味著企業需要識別與檢測過程相關的潛在風險(如壓力控制不當、透氣性包裝的背景氣泡干擾、操作人員判讀差異等),并制定相應的控制措施。此外,檢測頻率、抽樣方案和判定準則的制定也應以風險分析為基礎,而非僅憑經驗設定。
問4:在NMPA注冊申報中,氣泡法檢測報告需要包含哪些內容才能滿足ISO 11607的合規要求?
答:依據ISO 11607對質量記錄的要求,氣泡法檢測報告應包含以下要素:檢測日期、時間、地點和操作人員;包裝類型、規格、材料及可追溯識別號;試驗壓力及確定方法(對照樣品測試結果);所使用的阻隔劑(如適用);檢測樣品數量和檢測時間;泄漏數量和各泄漏位置的詳細描述;對照樣品測試結果(必須有明顯氣泡產生)。記錄應可追溯,滿足質量審計要求。檢測設備應納入計量校準管理體系,校準證書應妥善保存。
問5:ISO 11607-1中定義的無菌屏障系統五大性能要求是什么?氣泡法服務于其中的哪一個?
答:ISO 11607-1定義無菌屏障系統必須具備五大性能:強度、完整性、微生物屏障、貨架期穩定性以及滅菌后無菌開啟性能。氣泡法主要服務于“完整性”這一核心維度。完整性檢測旨在確認無菌屏障系統不存在可能讓微生物侵入的物理缺陷。氣泡法與微生物屏障測試形成功能互補——氣泡法檢測物理通道(≥250μm),微生物屏障測試驗證阻菌能力,兩者共同構成了從物理完整性到微生物防護的完整評價鏈條。
如果您正在尋找可滿足您各種需求的最佳解決方案,歡迎聯絡我們,我們非常樂意和您一起討論您的需求。
免責聲明
 手機版
手機版 制藥網手機版
制藥網手機版
 制藥網小程序
制藥網小程序
 官方微信
官方微信 公眾號:zyzhan
公眾號:zyzhan
 直播中
直播中  直播中
直播中  預告
預告