無菌醫療器械包裝的完整性,直接決定了產品在滅菌、運輸、儲存及臨床使用前的無菌狀態能否維持。一旦包裝出現泄漏,微生物侵入的風險將急劇上升,給患者帶來嚴重的健康威脅。因此,建立一套系統、科學的包裝完整性驗證體系,是醫療器械生產企業質量控制的重中之重。
在眾多檢測方法中,粗大泄漏氣泡法因其操作直觀、成本可控,被國內外標準廣泛采納,成為評估包裝完整性的核心手段之一。然而,面對 YY/T 0681.5、ASTM F2096 與 ISO 11607 這三份緊密相關但又各有側重的標準,許多質量管理人員和驗證工程師常常感到困惑:它們之間究竟是什么關系?在實際工作中又該如何協同應用?本文將為您逐一解析。
一、YY/T 0681.5-2010:國內檢測方法的核心準則
YY/T 0681.5-2010《無菌醫療器械包裝試驗方法 第5部分:內壓法檢測粗大泄漏(氣泡法)》是由國家食品藥品監督管理局發布,山東省醫療器械質量檢驗中心等單位起草的醫藥行業標準。該標準于2010年12月27日發布,2012年6月1日正式實施,目前仍為現行有效版本。
作為一份專門規定檢測方法的標準,其核心內容是給出了利用內壓氣泡法檢測粗大泄漏的具體操作步驟和要求。標準明確指出,該方法的靈敏度為對250μm以上孔徑的檢出概率可達81%(見附錄B),試驗方法適用于托盤和組合袋包裝。同時,標準也坦誠地指出了其應用的局限性:“本試驗方法只對紡粘聚烯烴或非透氣包裝評價了靈敏度,對其他帶有透氣性材料的包裝未評價其靈敏度”,并強調“本方法是破壞性試驗”。
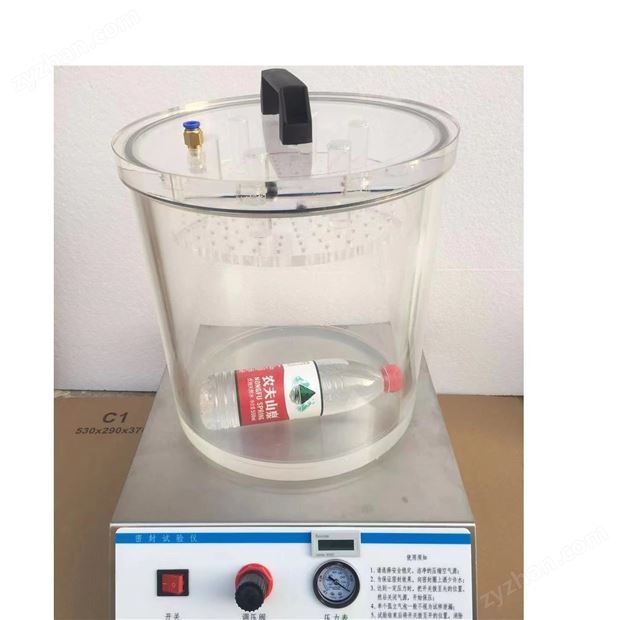
在實際操作中,該標準為不同類型包裝提供了清晰的程序指引。對于非透氣性包裝,主要步驟包括:①用穿孔器在包裝中央穿孔以插入空氣源和壓力監測器;②將包裝浸沒在水下約2.5cm處;③緩慢對包裝充氣至最小試驗壓力并保持恒壓;④檢驗整個包裝上顯示破損區域的氣泡流。對于透氣性包裝,則需額外增加一項關鍵步驟——在試驗前對樣品施加阻隔劑,并將包裝浸沒在水下至少保持5秒后,再開始施加空氣。
此外,該標準還特別指出,試驗方法的靈敏度取決于壓差和加壓方式,對各包裝材料和規格確定合適的試驗壓力是獲得可重復結果的關鍵。
二、ASTM F2096:國際通用的等效技術規范
ASTM F2096-11(2019)《Standard Test Method for Detecting Gross Leaks in Packaging by Internal Pressurization (Bubble Test)》是由美國材料與試驗協會(ASTM)發布的標準測試方法。
從技術內容上看,ASTM F2096與我國的YY/T 0681.5高度等效。其適用范圍同樣為檢測包裝中的粗大泄漏,靈敏度也為250μm(0.010英寸),檢出概率為81%,同樣適用于托盤和袋包裝。該標準也明確指出其靈敏度未對除紡粘聚烯烴以外的多孔材料或無孔包裝進行評估,且同樣屬于破壞性試驗。
在測試原理和操作步驟上,ASTM F2096與YY/T 0681.5保持高度一致。試驗的基本原理是將包裝置于水下并充氣至預定壓力,觀察是否有指示失效區域的穩定氣泡流。對于壓力控制,該標準特別強調,確定每種包裝材料和尺寸的試驗壓力至關重要——包裝加壓不足會顯著降低試驗靈敏度,但壓差過大又可能導致密封開裂或從透氣材料中射出氣泡,造成誤判。
三、ISO 11607:無菌包裝驗證的綱領性框架
與上述兩份專注于具體操作細節的檢測方法標準不同,ISO 11607是一份更高層級的框架性標準,它定義了無菌醫療器械包裝系統“需要滿足什么要求”。該標準由兩部分組成:
ISO 11607-1《終末滅菌醫療器械的包裝 第1部分:材料、無菌屏障系統和包裝系統的要求》 :規定了無菌屏障系統和包裝系統的材料與性能要求。在附錄B中,它明確將氣泡測試列為無菌屏障系統完整性的可接受檢測方法之一。
ISO 11607-2《終末滅菌醫療器械的包裝 第2部分:成型、密封和裝配過程的驗證要求》 :聚焦于包裝過程的驗證。該部分要求企業必須對所有與包裝相關的關鍵過程進行驗證,包括密封、封蓋、切割、成型/填充/密封等。氣泡法在這里成為驗證這些關鍵工序(如密封工藝)輸出是否合格的重要手段。
簡單來說,ISO 11607構建了一個從材料選擇到過程驗證的完整質量管理體系,而YY/T 0681.5和ASTM F2096則是支撐該體系運轉的具體技術工具。
四、三份標準的協同應用關系
這三份標準共同構成了從“框架”到“方法”的完整技術鏈條。ISO 11607是頂層設計,它告訴我們“做什么”和“為什么做” ;而 YY/T 0681.5 和 ASTM F2096 則是具體執行的工具書,它們告訴我們“如何做” 。
在實際工作中,企業應依據 ISO 11607-1 的要求設計無菌屏障系統,并選擇包裝材料;依據 ISO 11607-2 的要求對密封等關鍵工藝過程進行驗證;而在執行具體的包裝完整性檢測時,則應嚴格遵循 YY/T 0681.5(面向國內市場)或 ASTM F2096(面向國際市場)中規定的標準化操作流程。
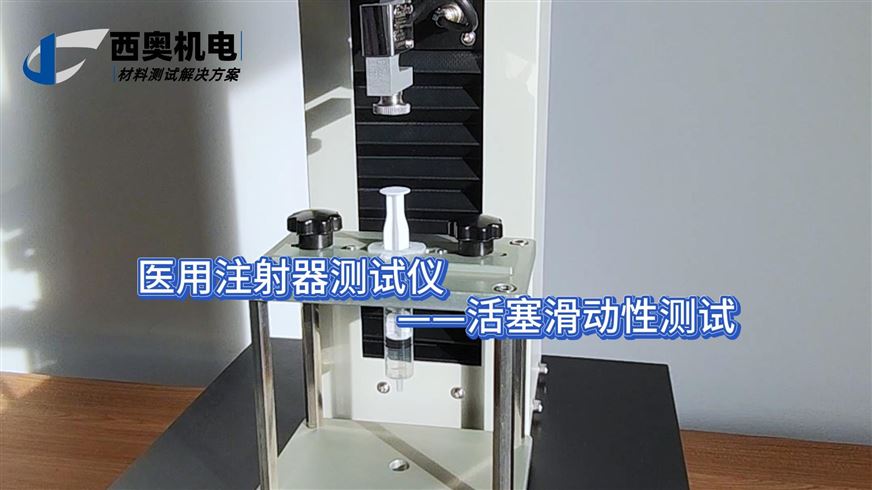
粗大泄漏氣泡法檢測儀正是依據YY/T 0681.5與ASTM F2096等標準協同應用的實際需求而設計的專業設備。它能夠精確控制試驗壓力(通常配備壓力監測儀表和限壓閥,提供0-5kPa氣壓范圍),協助操作人員準確執行從穿孔、加壓到氣泡觀察的全套標準化流程,其設計理念也嚴格遵循了ISO 11607對無菌屏障系統完整性的驗證要求,從而幫助企業從體系到執行全面保障醫療器械包裝的安全性。
五、相關問答
問1:我的產品包裝是透氣性材料(如特衛強),用氣泡法檢測時需要注意什么?
答:對于透氣性包裝,直接加壓會導致氣體從材料本體微孔中逸出,產生背景氣泡干擾判讀。因此,依據 YY/T 0681.5 的方法B,必須在試驗前對樣品(特別是密封區域)施加阻隔劑,以封閉透氣材料表面。同時,將包裝浸沒在水下后,至少需要保持5秒的浸透時間,確保阻隔劑充分發揮作用,然后再開始施加空氣進行檢測。
問2:如何確定適合我產品包裝的“最小試驗壓力”?
答:依據標準附錄A的方法,您需要制備一個含有已知缺陷(例如用125μm針尖刺穿的小孔)的對照樣品。將該樣品浸沒水中,然后緩慢加壓,直到能從缺陷處觀察到穩定氣泡流。此時所對應的壓力值,即為該包裝的“最小試驗壓力”。在對正式樣品進行測試時,施加的壓力應達到或超過這個最小試驗壓力。
問3:檢測報告中必須記錄哪些信息才能滿足合規要求?
答:一份符合要求的檢測報告應包含以下信息:檢測的日期、時間、地點和檢驗人員;包裝的類型、規格、材料和可追溯識別號;制備包裝的描述,包括包裝內全部產品的描述;用于確定試驗靈敏度缺陷大小、試驗壓力和所使用的阻隔劑;試驗包裝的數量、每個包裝的大約檢驗時間、包裝呈現泄漏的數量和各泄漏的位置。
如果您正在尋找可滿足您各種需求的最佳解決方案,歡迎聯絡我們,我們非常樂意和您一起討論您的需求。
免責聲明
 手機版
手機版 制藥網手機版
制藥網手機版
 制藥網小程序
制藥網小程序
 官方微信
官方微信 公眾號:zyzhan
公眾號:zyzhan
 直播中
直播中  直播中
直播中  直播中
直播中