在藥品質量控制領域,片劑硬度(破碎力)測試是評價固體制劑機械強度的核心指標。對于出口藥品生產企業而言,同時滿足美國藥典(USP)和歐洲藥典(EP)的相關標準是進入國際市場的必要條件。USP〈1217〉“Tablet Breaking Force”與EP 2.9.8“Resistance to Crushing of Tablets”作為兩大主流藥典體系中的關鍵章節,對測試方法、儀器要求和數據解讀作出了詳細規定。本文將對這兩個標準進行系統解讀,幫助制藥企業更好地理解和執行國際規范。
美國藥典通則〈1217〉“片劑破碎力”章節系統闡述了片劑硬度測試的方法學基礎、影響因素及儀器校準要求。
測試原理與定義:USP〈1217〉明確指出,片劑破碎力是指將片劑置于兩個壓板之間,沿徑向(對于圓形片)或特定方向(對于異形片)施加壓力直至破碎時所測得的最大力值。標準強調,這一測試不同于材料的“硬度”定義,更準確地應稱為“破碎強度”或“破碎力”。
關鍵影響因素:USP〈1217〉詳細分析了影響測試結果的多個變量,包括:
測試速度:加載速率顯著影響測試結果,通常較快的速度會導致較高的破碎力值
壓板表面狀況:壓板的平整度、清潔度和材質直接影響力的分布
樣品方向:對于刻痕片、異形片,測試方向需明確規定
環境條件:溫濕度可能影響某些輔料的力學行為
儀器校準要求:標準規定破碎力測試裝置的校準精度應達到1牛頓,并建議定期使用標準砝碼或經校準的力值傳感器進行驗證。對于位移測量系統(如果用于研究目的),也應有相應的校準程序。
數據應用:USP〈1217〉指出,片劑破碎力數據可用于處方篩選、工藝優化、穩定性研究和生產過程控制,但不應作為唯1的質量指標,需結合崩解、溶出等其他參數綜合評價。
歐洲藥典第2.9.8章節“片劑抗壓碎性”是歐盟成員國藥品質量控制必須遵循的方法。
測試方法規定:EP 2.9.8明確采用恒定速度徑向壓縮法進行測試。標準規定:
測試速度通常為10mm/min(或接近這一數值的恒定速度)
壓板直徑應大于片劑尺寸,確保壓力均勻施加
對于刻痕片,需明確規定測試方向(刻痕面朝上或朝下)
儀器要求:EP 2.9.8對測試儀器的具體要求包括:
力值測量精度應滿足日常質量控制要求
儀器應具備峰值保持功能,自動記錄片劑破裂瞬間的最大力值
應配備適當的夾具以適應不同形狀的片劑
結果表達:測試結果通常以牛頓(N)為單位,報告時應注明測試數量、平均值、最小值和最大值。對于刻痕片或異形片,測試方向應在報告中明確描述。
標準更新趨勢:隨著藥品劑型多樣化發展,EP 2.9.8也在不斷修訂,增加了對異形片、多層片等新型片劑測試的指導原則。
| 對比維度 | USP 〈1217〉 | EP 2.9.8 | 《中國藥典》 |
|---|---|---|---|
| 章節名稱 | Tablet Breaking Force | Resistance to Crushing of Tablets | 片劑硬度檢查法(通則) |
| 測試原理 | 徑向壓縮至破碎 | 恒定速度徑向壓縮法 | 徑向加壓法 |
| 測試速度 | 未強制規定,但強調速度影響 | 明確規定10mm/min | 通常為恒定速度 |
| 儀器校準精度 | 要求達到1牛頓 | 滿足質量控制要求即可 | 定期校準要求 |
| 結果單位 | 牛頓(N) | 牛頓(N) | 牛頓(N) |
| 異形片規定 | 有詳細討論 | 有基本要求 | 相對簡略 |
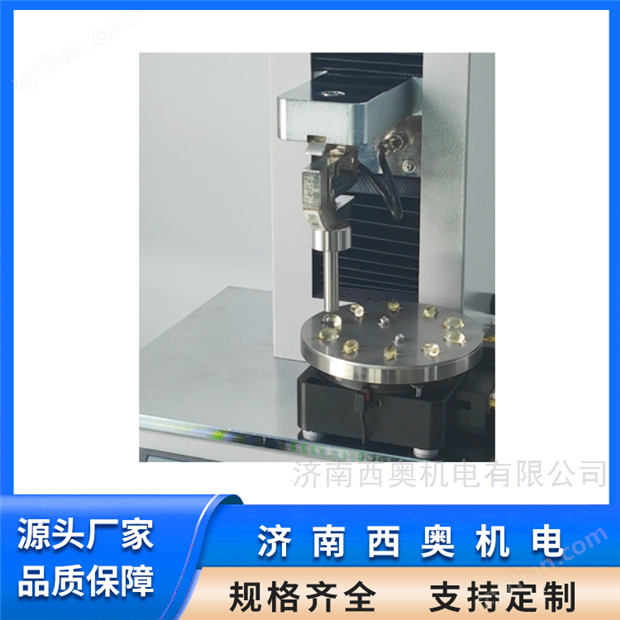
一臺符合USP和EP要求的藥片硬度壓碎力測試儀,應具備以下核心特征:
力值精度±0.5%,優于標準要求
速度控制精度±1%,確保10mm/min測試速度的準確性
采樣頻率≥1kHz,精準捕捉破裂瞬間峰值
壓板平整度≤0.025mm,保證力值均勻分布
可追溯校準記錄,支持GMP審計
不符合標準儀器的典型問題與數據偏差:
速度控制不準確:實際測試速度偏離設定值超過10%,可能導致測試結果偏差5%-15%
采樣頻率不足:低于500Hz時,可能錯過破裂真實峰值,測得力值偏低10%-20%
壓板不平整:導致點接觸而非面接觸,測得力值偏低,且數據離散度大
缺乏校準追溯:數據無法通過GMP審計,影響藥品放行
有案例顯示,某藥企使用低精度設備測試同一批片劑,測得平均硬度85N;更換符合USP/EP標準的智能片劑硬度測試儀后,實際平均硬度為98N,偏差達13%。這一差異足以影響片劑在包裝和運輸過程中的破損率判斷。
問:USP〈1217〉和EP 2.9.8哪個標準更嚴格?
答:兩者側重點不同。USP〈1217〉更注重方法學討論和影響因素分析,對測試原理的理解要求更高;EP 2.9.8則對測試速度和操作步驟有更明確規定。對于藥品出口企業,通常需要同時滿足兩個標準的要求。
問:為什么測試速度要設定為10mm/min?
答:EP 2.9.8基于大量實驗數據確定了這一速度,目的是在測試效率和結果準確性之間取得平衡。速度過快可能導致測得力值偏高,速度過慢則影響測試效率。10mm/min已成為國際通行的標準速度。
問:刻痕片應該怎么測試?
答:刻痕片測試時需明確規定測試方向。通常建議分別測試刻痕面朝上和朝下兩種情況,或按照產品設計的使用方向進行測試。報告結果時必須注明測試方向。
問:儀器多久需要進行一次校準?
答:建議每年由具備資質的第三方計量機構進行一次完整校準。日常使用中,建議每周使用標準砝碼進行簡易驗證,確保力值準確性。
問:片劑硬度測試結果出現異常波動,可能原因有哪些?
答:可能原因包括:片劑本身重量差異大、壓片工藝不穩定、測試速度波動、壓板污染或磨損、環境溫濕度變化等。建議首先排查測試儀器狀態,然后分析樣品數據,必要時進行工藝驗證。
本文內容僅供參考討論,基于有限的研究資料整理而成,如有疑問或發現錯誤,歡迎與我們溝通指正。
免責聲明
 手機版
手機版 制藥網手機版
制藥網手機版
 制藥網小程序
制藥網小程序
 官方微信
官方微信 公眾號:zyzhan
公眾號:zyzhan
 直播中
直播中  直播中
直播中  直播中
直播中